高頻錫焊技術在通訊天線腔體移相器焊接中的應用優勢
在通訊天線行業的精密制造領域,腔體移相器作為調節電磁波相位的核心部件,其焊接質量直接影響天線的信號傳輸精度與穩定性。高頻錫焊技術憑借對溫度、時間的精準控制及非接觸式加熱特性,成為腔體移相器焊接工藝的理想選擇,為提升通訊設備可靠性提供了關鍵技術支撐。

一、精密控制實現焊點性能優化
腔體移相器內部集成多組金屬導體與電子元件,焊點需同時滿足機械強度與導電性能的雙重嚴苛要求。高頻錫焊技術通過電磁感應原理實現局部快速加熱,可將焊接溫度波動控制在 ±2℃范圍內,加熱時間精確至 0.1 秒級。在某 5G 通訊天線生產線上,技術人員對腔體移相器的微帶線與金屬腔體進行焊接時,通過預設 230℃的焊接溫度與 3 秒加熱時間,錫料均勻浸潤焊接界面,形成厚度約 0.15mm 的致密焊點。經萬用表測試,焊點接觸電阻低于 5mΩ,抗拉強度達 8N?m,均優于傳統烙鐵焊接工藝(接觸電阻約 10mΩ,抗拉強度 5N?m),確保了信號傳輸的低損耗與連接可靠性。
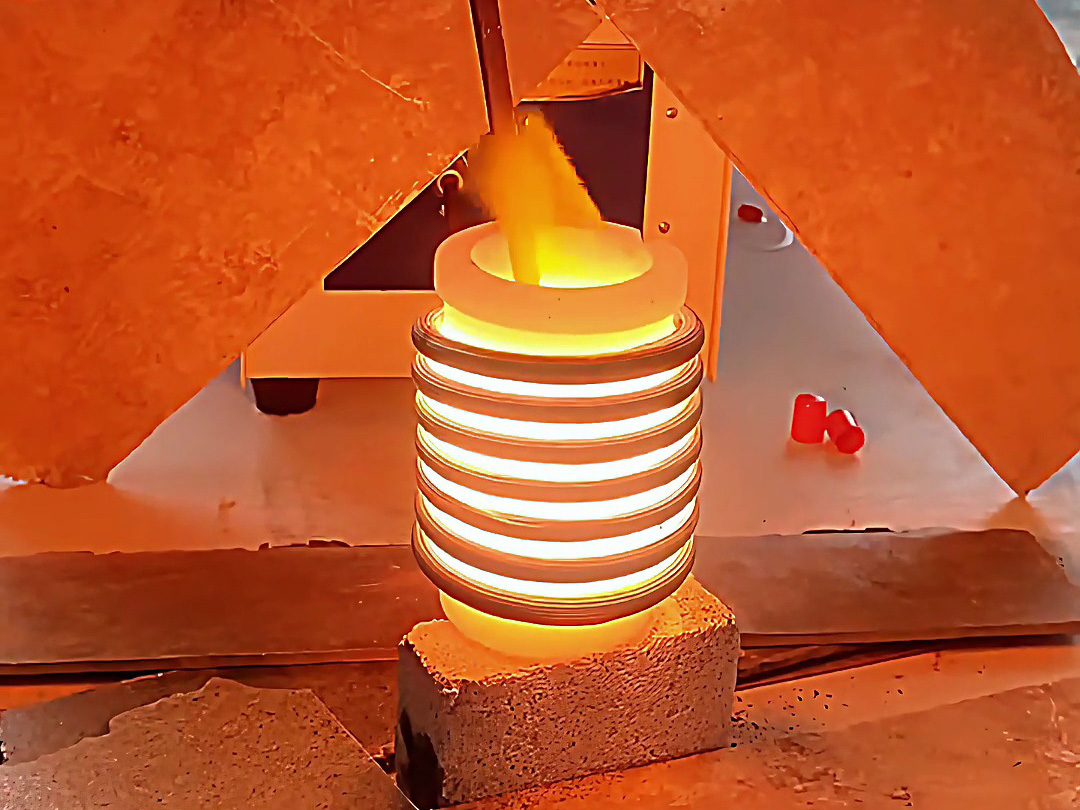
二、非接觸式加熱守護敏感元件
腔體移相器內部常包含 MEMS 芯片、射頻電容等熱敏元件,傳統接觸式焊接(如電烙鐵)的熱傳導易導致元件局部過熱失效。高頻錫焊的非接觸式加熱特性則可規避這一風險 —— 感應線圈與焊接部位保持 5-10mm 距離,通過電磁場激發金屬自身產熱,熱影響區控制在焊點周圍 2mm 范圍內。在某基站天線腔體移相器的批量焊接中,采用高頻錫焊技術后,元件熱損傷率從傳統工藝的 12% 降至 1.5%。經高低溫循環測試(-40℃~85℃,50 次循環),焊點無開裂、脫焊現象,設備使用壽命較傳統工藝提升 30% 以上,有效降低了通訊基站的維護成本。
三、工藝適配性與生產效率提升
高頻錫焊技術支持多規格焊點的靈活切換,通過更換不同尺寸的感應線圈,可兼容腔體移相器中直徑 0.3mm 的細導線焊接與面積 10mm2 的平面焊接需求。某通訊設備制造商引入全自動高頻錫焊生產線后,單個腔體移相器的焊接時間從人工操作的 15 分鐘縮短至 2 分鐘,產能提升 7 倍的同時,焊接一致性達到 99.2%。此外,設備的智能溫控系統可存儲 20 組以上工藝參數,一鍵切換不同型號產品的焊接程序,顯著縮短換型時間,滿足通訊行業多品種、小批量的快速響應需求。
四、典型應用場景與效果對比
焊接場景 | 高頻錫焊技術 | 傳統烙鐵焊接 |
溫度控制精度 | ±2℃ | ±10℃ |
熱影響區范圍 | ≤2mm | ≥5mm |
焊點平均電阻 | <5mΩ | 8-10mΩ |
元件損傷率 | <2% | 10-15% |
單件焊接耗時 | 1-3 分鐘 | 10-15 分鐘 |
高頻錫焊技術以其 “精準控溫、溫和加熱、高效生產” 的特性,精準契合通訊天線腔體移相器的精密焊接需求。隨著 5G/6G 通訊技術對設備小型化、高可靠性要求的提升,該技術將持續賦能通訊行業,推動天線制造工藝向智能化、精細化方向升級,為構建更穩定、高效的無線通信網絡奠定基礎。










 粵公網安備 44190002003728號
粵公網安備 44190002003728號
