有客戶咨詢:“看了方鋼退火的視頻,用的是固定式高頻機,我們場地有限且工件位置不固定,能用手持移動式高頻機加熱嗎?” 答案是完全可以!我們特意用手持移動式高頻機對 12mm 的方鋼做了加熱演示,從實測效果來看,不僅能實現均勻加熱,還能靈活適配不同場景。不過手持機與固定機的選擇,本質是 “靈活性” 與 “效率 / 穩定性” 的權衡,需根據實際生產需求判斷。

先通過 12mm 方鋼的加熱演示,看看手持移動式高頻機的實操效果。本次演示選用的手持機功率為 30kW,搭配可彎曲的柔性感應線圈(線圈直徑 15mm,長度 500mm,方便貼合方鋼表面),方鋼材質為 Q235 鋼(常見結構用鋼),目標是加熱至 650℃(退火適宜溫度)。
演示時無需固定設備,工人手持線圈即可操作:
將柔性線圈環繞在 12mm 方鋼的待加熱區域(長度約 100mm),線圈與方鋼表面貼合緊密;
啟動手持機,無需預熱,直接通過手柄上的按鈕調整功率(初期用 20kW 預熱,后期升至 30kW 加速升溫);
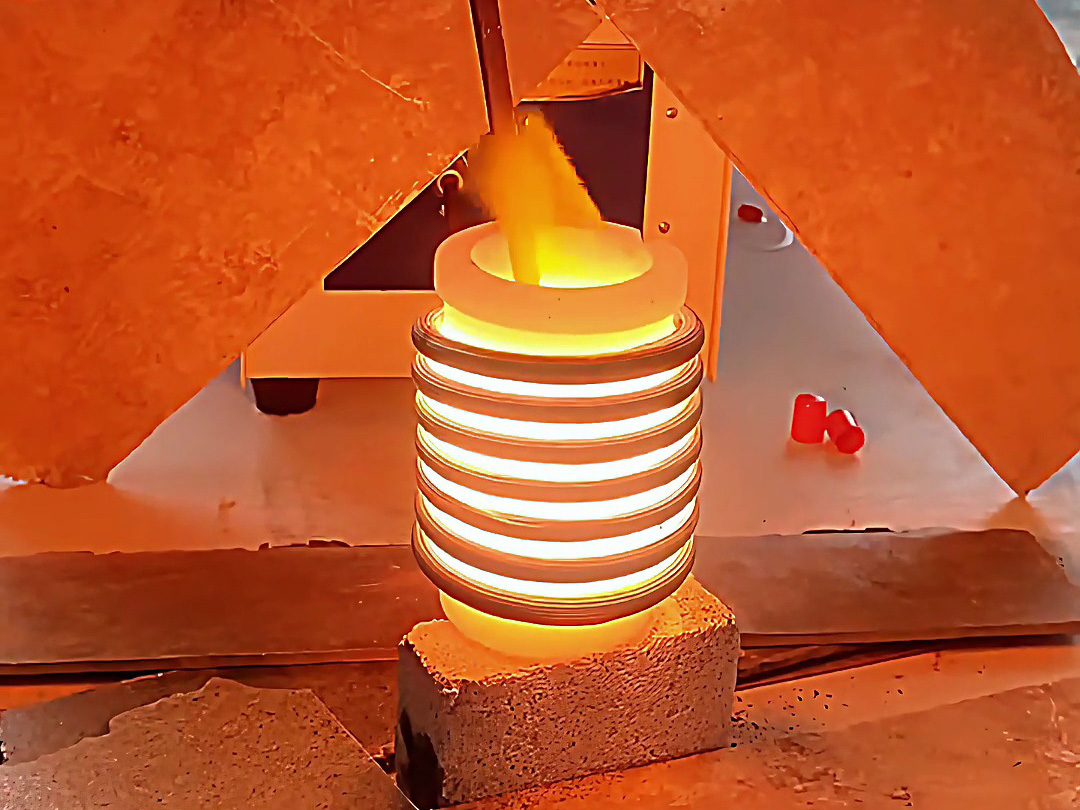
用紅外測溫儀實時監測溫度,15 秒時方鋼表面溫度達 400℃,30 秒時升至 650℃,此時方鋼加熱區域呈現均勻的暗紅色,用手觸摸未加熱部位仍保持常溫,說明熱量集中在目標區域,無過度擴散。
整個演示過程中,手持機的靈活性優勢凸顯 —— 無需提前固定方鋼,工人可根據需求調整加熱位置,甚至能對已安裝在設備上的方鋼局部加熱;線圈可彎曲特性也適配了方鋼的直角結構,避免了固定式設備線圈 “難貼合” 的問題,完全滿足方鋼退火的基本需求。
雖然兩者都能實現方鋼加熱,但在靈活性、效率、穩定性、適用場景上差異顯著,選擇時需根據生產需求權衡:
手持移動式高頻機:優勢是無場地限制、操作靈活—— 設備體積小(主機約 20kg,可手提或推車移動),線圈可彎曲、可拆卸,能應對 “不固定工位”“大型工件局部加熱”“現場維修加熱” 等場景。比如對已安裝在鋼結構框架上的方鋼進行局部退火,手持機可直接帶著線圈到現場操作,無需拆卸工件;對小批量、多規格的方鋼加熱,也無需頻繁調整設備位置,換線圈即可適配。局限是單次加熱范圍小—— 受線圈尺寸和手持操作穩定性影響,單次加熱長度通常≤300mm,難以滿足長方鋼的連續整體加熱。
固定式高頻機:優勢是適配流水線、可連續作業—— 設備固定在生產線某一工位,搭配自動送料機構、夾具和長線圈,能實現方鋼的 “自動上料 - 連續加熱 - 自動下料”,比如對 6 米長的方鋼進行整體退火,固定式設備可通過傳送帶勻速輸送方鋼,線圈全程包裹加熱,無需人工干預。局限是靈活性差—— 設備無法移動,只能處理能搬運到工位的工件,對大型、固定工件的局部加熱幾乎無法適配。
手持移動式高頻機:適合小批量、單次加熱量少的場景(如每次加熱 1-2 根 12mm 方鋼,長度≤300mm),雖單次加熱速度與固定機相近(12mm 方鋼加熱至 650℃均需 30 秒左右),但需人工手持操作、頻繁調整工件或線圈位置,小時產能通常≤100 根。
固定式高頻機:適合大批量、連續生產的場景(如每小時加熱 300-500 根 12mm 方鋼),自動送料 + 連續加熱模式減少了人工干預時間,且可搭配多組線圈同步加熱,效率比手持機提升 3-5 倍,尤其適合方鋼加工廠的批量退火需求。
手持移動式高頻機:加熱穩定性受人工操作影響較大—— 線圈與方鋼的貼合度、手持力度、加熱角度若有偏差,可能導致局部加熱不均(如方鋼某一面溫度高、某一面溫度低),適合對加熱均勻性要求不極致的場景(如粗略退火、局部軟化)。
固定式高頻機:加熱穩定性更優 —— 通過夾具固定工件與線圈的相對位置,參數(功率、加熱時間)由 PLC 系統精準控制,方鋼加熱均勻性誤差可控制在 ±5℃以內,適合對退火質量要求高的場景(如后續需精密加工的方鋼、高強度方鋼)。
像本次演示的 12mm 方鋼,若單次加熱量少、工位不固定,用手持機完全能滿足需求;若每天需加熱上千根,固定式設備才是更優解。兩者沒有 “絕對優劣”,只有 “是否適配”,關鍵是讓設備特性匹配你的實際生產場景。










 粵公網安備 44190002003728號
粵公網安備 44190002003728號
