發(fā)布時間:2025-05-15 已經(jīng)有1人查過此文章 返回加熱技術(shù)列表
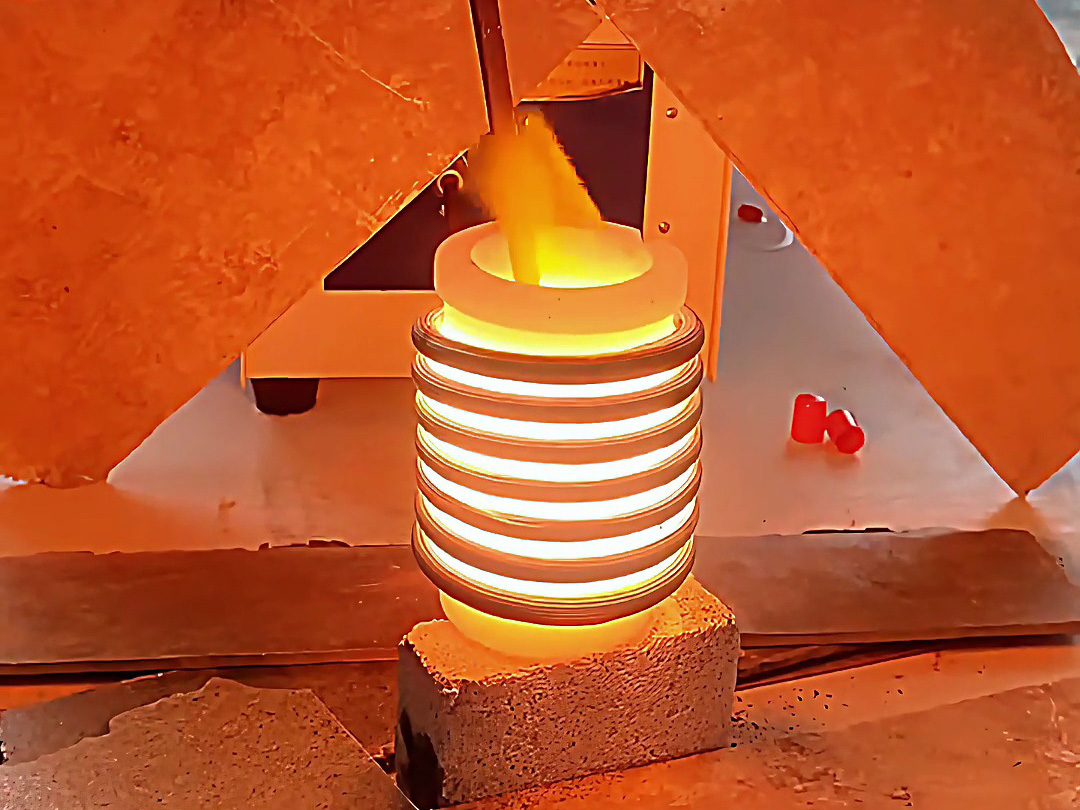
在工業(yè)管材加工領域,針對特定規(guī)格管材的局部加熱需求,高頻感應加熱設備憑借其精準控溫與高效加熱的特性,成為優(yōu)化工藝的重要選擇。以直徑 40mm、壁厚 18mm 的管材局部加熱測試為例,該設備在焊接預熱、熱裝配、淬火等場景中展現(xiàn)出顯著優(yōu)勢,為提升生產(chǎn)效率與產(chǎn)品質(zhì)量提供了可靠支撐。


 四、工藝擴展與注意事項
四、工藝擴展與注意事項









Copyright ? 2025 廣東海拓智能科技有限公司 版權(quán)所有 粵ICP備14033160號  粵公網(wǎng)安備 44190002003728號
粵公網(wǎng)安備 44190002003728號
地址:中國廣東省東莞大嶺山鎮(zhèn)大畔田路102號

