�l(f��)���r�g��2020-08-18 �ѽ�(j��ng)��1�˲��^������ ���ظБ�����б�
1.�Б����OӋ
����(j��)���gҪ���S�i���P�ߴ��OӋ���Б���5��������1�S�i�Б�������5�͵�6���S�i�Б�������10���S�i�Б������B�U�i�Б������������S�i�Б�����
�b�����S�Б�����r�ӟ�r�g�^�L����ЧȦ���Ȱ����gҪ��ȡ�����ޣ���ЧȦ���Ǧ²����^������40�㡫55�㣬����(j��)���w�Ŀ��g���ց��OӋ�����Sƫ���2�㣻��ЧȦ�c�S�i������g϶������1.5mm��
2. ��ˇ����(sh��)���x��
���ڸБ������ԣ���Ҫ��ˇ����(sh��)�������ʡ�늉�����ݡ�׃���ȡ��ӟ�r�g����s�r�g���ػ�ضȵȡ�����ˇ����(sh��)�x����r���£�
��1������ P =P0S��һ����f���ȹ���P0=0.5��2.0kW/cm2�����ڌ��H��ˇ�ƶ��У����]���O���r�ϻ�������Y(ji��)��(g��u)���s���ӟ�r�g�L��Ӳ�������Ҫ����ȣ��Y(ji��)�ό��H��(j��ng)���S���l�Б�����P0�x��ҪƫС������0.35��0.45kW/cm2֮�g��S��ÿ���S�i���ӟ�Ŀ���e���Լ��gҪ���Ӳ�������gֵL����Ӌ����A��
��2��늉� ����(j��)Ӌ����Ĺ����O��늉�ֵ�{(di��o)ԇ��������ͨ�^�{(di��o)ԇ�_���M���Ĺ���P��ʡ�
��3���l�� ����(j��)��������������l��6kHz���˿̙C�����ƥ�����ֵ1380kVAR��׃�����x��4:1��
��4���ӟ�r�g ���Cһ���ļӟ�r�g��ʹ���ضȴ��½���880��930�棬�ҽM������D(zhu��n)׃���ӟ���|(zh��)����m=��L��R2-r2��/1000��7.85���ӟ������������Q=Cm��t��ƥ��׃�������Б����Ŀ�Ч�ʸ���(j��)�����ӟ���Փ�����H��(j��ng)�ȡ��=10%��15%���t�ӟ�r�g��t=Q/P��(���У�R���S���A�돽��r��ӟ�ӘO��̎�ĈA�돽��C��ȟᣬ��t����Ҝؼӟᵽ���ض�֮�g�Ĝز)
����ԓ���SҪ��Ӳ���������Б��ӟ�����^���l�ʼ�һ���Ă��ᣬ������Ҫ�^�L�ļӟ�r�g�_������Ĵ��ضȼ����m�ļӟ�ӣ����wԇ�ӟ�r�g����������ʽӋ�㲢�Y(ji��)��������(j��ng)��M���{(di��o)��
��5����s�r�g �Կ�����K������أ���Ҫ���C�M���D(zhu��n)׃����Ҫ��ֹ�Ϳ�Σ�U��λ�_�ѣ��������S���ԣ�һ�㌢������ؿ�����180��240�档
����(j��)�O���B(t��i)�������������_���ć���ij�����S�����l�Б����ˇ����(sh��)��
��6���ػ�ض� ����(j��)�����Ӳ��Ҫ�_���ػ�ض���360��390�档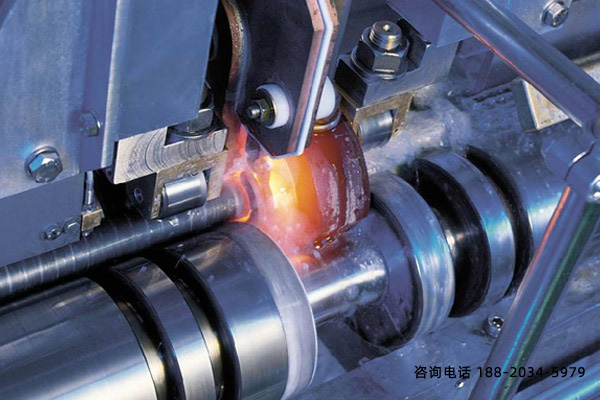
3. �����s���|(zh��)���x��
�ҹ�˾���S���l�Б�����õ���s���|(zh��)����ˮ���m����̼����S����AQ251ˮ��Һ���m���ںϽ�����S������ǰ���ҹ�˾��������ˮ���M����һ��̖SAE5046����S�����l�Б�����S�i�^�ɈA��̎���F(xi��n)�˴���Ѽy��������ij�����S����_�����l�Б�������sЧ����ͬ�r�����Ϳײ�λ�Ĵ����L�U���_������ʹ��V300��s�ٶ���70��80��/S��30�棬�oֹ���ĵ͝��AQ251�����s���|(zh��)���@�Ӽ��ܱ��C�����s���|(zh��)�ڸߜضξ����^���ҵ���s���������m�Ƚ����˵͜ضε���s�ٶȣ��ɱ���a(ch��n)������_�ѡ�����KHR�����s���|(zh��)�z�y�x�y����������s����������




Copyright © 2024 �V�|�������ܿƼ�����˾ ���(qu��n)���� ��ICP��14033160̖  �����W(w��ng)���� 44190002003728̖
�����W(w��ng)���� 44190002003728̖
��ַ�� �Ї��V�|ʡ�|ݸ��Xɽ�(zh��n)������·102̖301��

