�l���r�g��2020-08-18 �ѽ���1�˲��^������ ���ظБ�����б�
����ij�͙C���S���Ϟ�SAE5046䓣���Ʒ���S�i��215.9mm���B�U�i��165.1mm�����L4034.64mm������1639.2kg��������S�i����ĥ�ԣ��������S�i���B�U�i�茦�S�i�����M�����l�Б����������
ԓ���S�Y����D1��ʾ�����S�i���l�Б�����ƷӲ�������Ҫ���5.08��10.2mm���h����һ�����SҪ���2.5��5.0mm����ԓ���S���a�е�һ���y�}��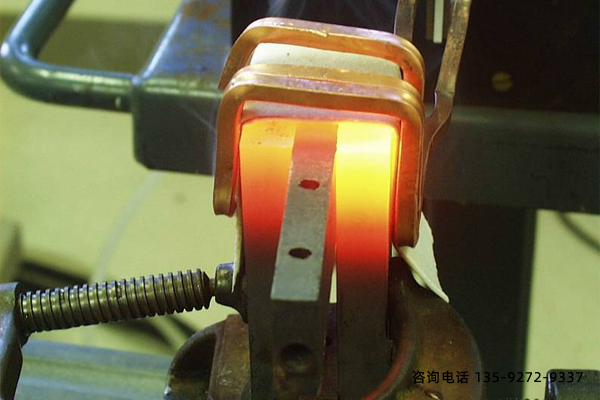
һ����ˇ����
ԓ���S���S�i�����l�Б�����Ҫ���_�����S�i��Ʒ����Ӳ��45��53HRC��Ӳ�������5.08��10.2mm���O��Ӳ��43HRC����Ӳ���ӌ��ȼ���Ӳ���^����
�ļ��gҪ����Կ�����ԓ���S�S�i��ƷӲ�������5.08��10.2mm���h����һ�����SҪ���2.5��5.0mm���O��Ӳ�Ȟ�43HRC��Ҳ��GB/T5617-2005�˜�Ҏ���ġ����������Ҫ������Ӳ�ȵ�0.8�����ߡ����˱��C���S��ƷӲ������ȣ�����ĥ����ˇ���������l�Б������Ӳ���ӹ�ˇ������ّ���6.0mm���ϡ�
ԓ���S���|��SAE5046䓣��c�҇���45䓻��W�ɷֽӽ�����֮ͬ̎��wCrҪ��0.20%��0.35%����������̼䓡�������һ��̼����S���l�Б����rӲ������ȼsռ�ӟ����ȵ�0.8���ҡ���ԓ���S����Ӳ���ӹ�ˇ���6.0mmӋ�㣬�ӟ����ȑ������_��6.0mm/0.8=7.5mm���ҹ�˾�F�����S���l���C������l�ʞ�6kHz����Փ����������d�������s��500/��6.45mm��С���������С�ӟ����7.5mm�����⣬��43HRC����Ӳ���ӘO��Ӳ�ȕr���ҹ�˾����̼����S�����l�Б����������Ӳ������ȟo���_��5mm���ϡ�

�鱣�C���S�@������Ӳ������ȣ���ȡ�Ĵ�ʩ��һ�nj�SAE5046䓻��W�ɷ��M�Ѓ�������Ҫ���m�����Mn�����ޣ�������������VԪ�أ����_��������������߲��ϴ��Ե�Ŀ�ģ���M�����S�{�|���W���ܺ����l�����ȡ�Ӳ�ȵ�Ҫ����l�����������l�Б����r���ڲ��ÙC������l�ʻ��A�ϣ��m�����L�ӟ�r�g��ʹ�������Ȳ�����һ����ȣ��ԫ@���^������ļӟ�ӣ������x�ú��m�Ĵ����s���|���ڴ_�����S���l������Ѽy��ǰ���£��@���^�����s������




Copyright © 2024 �V�|�������ܿƼ�����˾ ������� ��ICP��14033160̖  �����W���� 44190002003728̖
�����W���� 44190002003728̖
��ַ�� �Ї��V�|ʡ�|ݸ��Xɽ悴�����·102̖301��

