�l(f��)���r(sh��)�g��2020-07-24 �ѽ�(j��ng)��1�˲��^(gu��)������ ���ظБ�(y��ng)����б�
�X݆�����܉���߱���Ӳ�ȣ��M(j��n)����������ĥ�Ժ�ƣ�ډ������ʴ����(sh��)���d�X݆�����𡣌�(du��)�ڴ�ģ��(sh��)�X݆����õğ�̎�����ˇ�����N�����w�Б�(y��ng)��𡢆��X�Б�(y��ng)��𡢝B̼������N��ˇ��ʽ���Ѓ�(y��u)ȱ�c(di��n)������ӑՓ��һ�N��ģ��(sh��)�X݆�ď�(f��)�ϟ�̎����ˇ�����B̼��Б�(y��ng)�ӟ���ˇ�M(j��n)�оC�ϑ�(y��ng)�ã��õ����^�õ�Ӳ�Ⱥ�Ӳ���ӷֲ���
1.�X݆��(ji��n)��
�X݆ģ��(sh��)��7���X픈Aֱ��585.94��0-0.7��mm���X݆��(ji��n)�DҊ(ji��n)�D1���O(sh��)Ӌ(j��)���Ϟ�S48C�����W(xu��)�ɷ�Ҋ(ji��n)��1��ᘌ�(du��)ԓ�N�X݆�Y(ji��)��(g��u)���������c(di��n)�����ȿ��]���ˇ��Б�(y��ng)�ӟ����O(sh��)Ӌ(j��)��ˇ·���飺���ϡ������������܇���{(di��o)�|(zh��)����܇���L�X���Б�(y��ng)�����ػ��ĥ�X��

�X݆�ĸБ�(y��ng)�ӟ���ͨ���ЃɷN������?ji��n)��X�B�m(x��)�ӟ�Б�(y��ng)�������w�ӟ�Б�(y��ng)���һ����Դ�ģ��(sh��)����ߴ���X݆�����Æ��X�B�m(x��)�Б�(y��ng)�ӟ��𣬴˷N��ˇ��Ҫ����̫����Դ���Ɍ�(sh��)�F(xi��n)��𣬲����XȦӲ���ӷֲ��^�������Ҫ�Б�(y��ng)���C(j��)�������^�õķֶȾ����Ԍ�(sh��)�F(xi��n)�����X�Ĵ��Сģ��(sh��)�X݆���������w�ӟ�Б�(y��ng)���ԓ�N��ˇ�������H���зdz��ߵ����a(ch��n)Ч�ʣ�߀���Ա��C�X݆�������õ�Ӳ���ӷֲ���
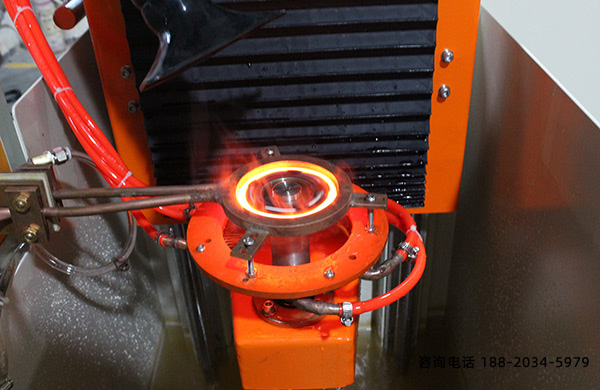
�ҹ�˾�F(xi��n)���^����X݆�Б�(y��ng)����O(sh��)�������Ǿ����߂�ֶȹ��ܣ��o(w��)�����Æ��X�B�m(x��)�Б�(y��ng)��𣬵����ҹ�˾����800kW�Դ�ɝM�����w�ӟṦ�����ɇLԇʹ�����w�ӟ�Б�(y��ng)����҂��ƶ������w�Б�(y��ng)�ӟ���ˇ���������M(j��n)�ж�·Lԇ����D2��ʾ�����Ǿ��o(w��)��ȡ���^�õ�ԇ�(y��n)Ч����
��(d��ng)�X�Ӳ������ȝM��Ҫ���X��Ӳ���������^(gu��)�\�o(w��)���M��Ҫ���X��Ӳ���ӝM��Ҫ�r(sh��)���X픡���(ji��)�A̎Ӳ�����ѽ�(j��ng)����Ҫ�����o(w��)�������X픡���(ji��)�A���X��Ӳ����ͬ�r(sh��)�M��Ҫ����D3��ʾ�����]�������أ��҂��������������(w��n)�}��ԭ����Ҫ�Ѓɂ�(g��)���棺

��1���Б�(y��ng)�ӟ�����������Ҫ������l�ʡ��Ō�(d��o)�ʡ������Ӱ푣���(du��)�ڴ�ģ��(sh��)����ߴ���X݆���ԣ��X픺��X�Ͼ��x�^���X픾��x�Б�(y��ng)���^�����X�Ͼ��x�Б�(y��ng)���^�h(yu��n)���چ�һ�l���¸Б�(y��ng)�ӟ�r(sh��)�X픺��X�ϵļӟ��ٶȾ��з�ͬ�r(sh��)�ԣ��X피ӟ��^�죬�X�ϼӟ��^����
��2���X�Ͽ������w���ӟ��X�ϕr(sh��)���w���մ����ğ���������X�ϼӟ��ٶ��^�������X피ӟ�r(sh��)���(n��i)���f�ğ����^������ˣ�Ҫ��Q��ģ��(sh��)�X��Ӳ���ӵ���Ȇ�(w��n)�}����(sh��)����Ҫ���L(zh��ng)�ӟ�r(sh��)�g���@�Ӿ�����X피ӟ�����^(gu��)�Ӳ�����^(gu��)�
���w�Б�(y��ng)�ӟ���o(w��)���M�������҂��Lԇʹ�ÝB̼��ˇ������20CrMnMo���|(zh��)���{(di��o)����ˇ·���飺�����������܇����܇���L�X���B̼�������ߜػػ���ӹ��B̼�ӡ�����ĥ�X��ԓ�N��ˇ�����Ⱥ��M(j��n)���˃ɴδ�𣬳��F(xi��n)�^���׃�Σ����׃��̎���_(d��)��1mm��ĥ�X�r(sh��)����λ��ĥ����������λ��ĥ�����^(gu��)��ԓ�N��ˇ�����o(w��)���M������
2.�¹�ˇ���_(k��i)�l(f��)
ᘌ�(du��)����ԇ�(y��n)��r���ҹ�˾��(j��ng)�^(gu��)���ӑՓ�ɷ�Lԇ���B̼��ˇ�Б�(y��ng)��ˇ�C��ʹ�ã����B̼����ߜػػ�Ȼ����ʹ�øБ�(y��ng)�ӟ����҂������J(r��n)��20CrMnMo�X݆�B̼��H���X݆����B̼��̎��̼���^�ߣ����B̼�Ӄ�(n��i)�^(gu��)�Ʌ^(q��)���IJ��Ԍ��ڵ�̼�^(q��)���Б�(y��ng)�ӟ��������̼�^(q��)���ڸ�Ӳ�ȅ^(q��)�����^(gu��)�Ʌ^(q��)���IJ���ʹ�ӟ��_(d��)�����ضȣ��������̼���c(di��n)��Ҳ�o(w��)���@���^�ߵĴ��Ӳ�ȡ�
�҂�����ˇ·���ٴ��{(di��o)���飺�����������܇����܇���L�X���B̼�������ߜػػ���ӹ����Б�(y��ng)����ĥ�X������������ˇ���������M(j��n)�Ќ�(sh��)ʩ���B̼�Б�(y��ng)�ӟ�����X݆�z�y(c��)���X�Ӳ������Ȟ�6.2mm���X��Ӳ������Ȟ�2.5mm����(ji��)�A̎Ӳ���Ӟ�4.0mm����D4��ʾ���X��Ӳ��59HRC���X�Ӳ��59HRC���X��Ӳ��59HRC������M����3��(j��)�R���w������W���w����15%��̼����1��(j��)����D5��ʾ���_(d��)���D�Ӽ���(bi��o)��(zh��n)Ҫ��

ԓ�N��ˇ���a(ch��n)���X݆Ӳ���_(d��)��58��62HRC���^��ͨ�Б�(y��ng)���Ӳ����ߣ�����Ӳ���ӱ��溬�м�(x��)С��̼�����ĥ�Դ����ߣ�ͬ�r(sh��)20CrMnMo���|(zh��)���w��(qi��ng)��Ҳ����S48C�����������ܾ��õ���ߣ�׃����Ҳ�^��һ�����w�ӟ�Б�(y��ng)����X݆�pС��ĥ�����X݆��ȫ�M������

3.�Y(ji��)�Z(y��)
����ԇ�(y��n)��(chu��ng)���ԵČ��B̼��ˇ�Б�(y��ng)��ˇ��Y(ji��)�ϣ���Q�˴�ģ��(sh��)�X݆���w�Б�(y��ng)���o(w��)����Q��Ӳ������Ȇ�(w��n)�}��




Copyright © 2024 �V�|�������ܿƼ�����˾ ���(qu��n)���� ��ICP��14033160̖(h��o)  �����W(w��ng)���� 44190002003728̖(h��o)
�����W(w��ng)���� 44190002003728̖(h��o)
��ַ�� �Ї�(gu��)�V�|ʡ�|ݸ��Xɽ�(zh��n)������·102̖(h��o)301��

